
Rotary ultrasonic milling has excellent processing capacity for hard and brittle materials to provide efficient and effective solution. It is a complex machining mode of diamond milling tool with high frequency vibration along with axial ultrasonic vibration and feed milling motion.
Due to high temperature resistance, low expansion coefficient, thermal shock resistance, high chemical stability, and excellent performance,quartz glass is widely used in chemical industry, electronics, metallurgy and national defense and other industrial fields. The traditional processing methods not only have low processing efficiency but also accompany with serious tool wear, broken collapse, chipping and other issues.
Rotary ultrasonic milling is a complex machining mode of diamond milling tool with high frequency vibration along with axial ultrasonic vibration and feed milling motion.Its material removal method is the superimposition of high-frequency vibration, slip, plow and abrasion effects by diamond abrasive grains. The milling parameters such as spindle speed, feed speed, depth of cut and ultrasonic amplitude significantly affect the final workpiece surface quality.
Dr. Chen and his group in Ningbo Institute of Materials Technology and Engineering (NIMTE, CAS) combined the high-speed multi-axis milling with ultrasonic function to further develop a variety of manufacturing principles and technical advantages of the physical. The team found that the quantitative indicators of multi-axis ball end cutter and the area of workpiece with a significant change in tool inclination angles.
Control of the tool axis vector is a key problem in multi-axis machining. Process optimization is the bridge of engineering application. The inclination effectof surface quality directly affects the final formed surface. The effects of inclination angles and milling mode on the machined surface quality were systematically studied. By process optimization research, the ideal process conditions were refined. The related results have been published on The International Journal of Advanced Manufacturing Technology(2015).
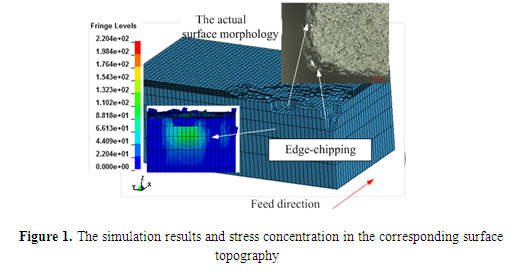
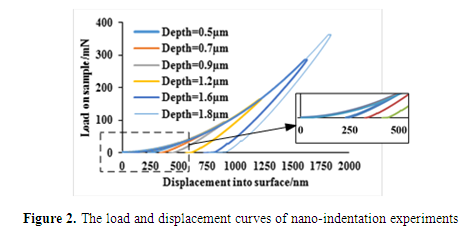
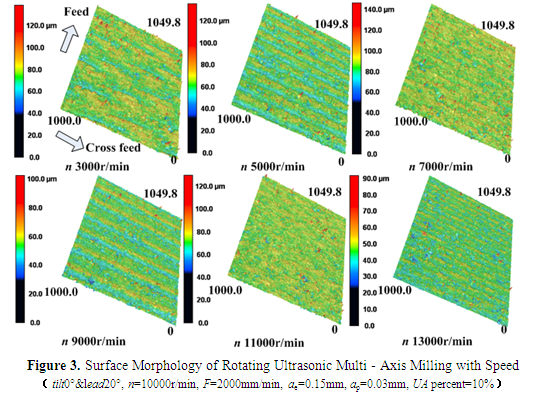
For quartz glass, engineering ceramics and other hard and brittle materials, the researchers carried out a series of experiments and FEM simulation for rotary ultrasonic face milling of quartz glass, the results will be published in the"Tool Engineering " 2017, and elastic recovery and plastic deformation of quartz glass were confirmed by nano-indentation test in the load after the excitation (Analysis of surface formation of rotary ultrasonic face milling of quartz glass based on nano-indentation experiment, in press, Procedia Engineering, Elsevier); The effects of process parameters on surface roughness and surface morphology under multi-axial conditions were analyzed.
The results show thatthe reasonable control of ultrasonic and process parameters is beneficial to achieve high-quality surface processing under the premise of improving efficiency(Surface quality for rotary ultrasonic milling of quartz glass employing diamond ball end tool with tool inclination angle, in press, Procedia Engineering, Elsevier).
A new method of high precision laser preforming micro-texture combined with ultrasonic milling and the configuration of the functional structure of the processing system are proposed by process innovation(Chinese patent No. 201510263505.1).
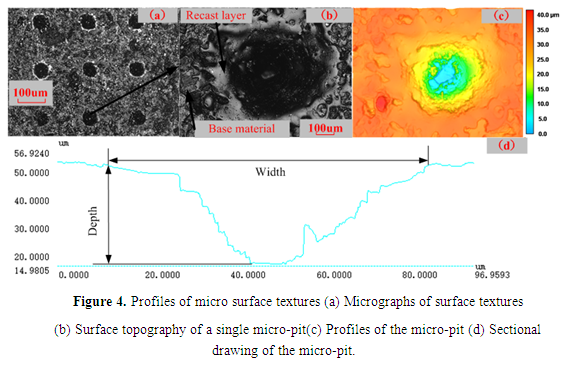
For the alumina ceramic with 99% content, laser microstructure pretreatment with nanosecond laser by the methods of single-point multi-pulse process and ring-cutting processwere carried out.
The results show that it is easy to realize high efficiency, smaller residual stress pore array micro-texture array processingby single-point multi-pulse processing, and processing quality-dependent spot quality could be optimized by ring-cutting process parameters to improve the pit quality, larger processing aperture and greater residual compressive stresscould be produced (Micro surface texturing of alumina ceramic with nanosecond laser, in press, Procedia Engineering, Elsevier).
Dr. Xiaoxiao Chen: chenxiaoxiao@nimte.ac.cn
Chuanxin Tian: tianchuanxin@nimte.ac.cn
Dexin Li: lidexin@nimte.ac.cn
All Images by ![]()